《冷作钣金工》 | 第四章 矫正
消除金属板材和型材的弯曲、扭曲或翘曲等缺陷的操作称为矫正。
弯曲、扭曲和翘曲都称为变形。金属材料的变形分为弹性变形和塑性变形。在外力的作用下材料发生变形,如当外力消除后,材料仍能恢复原状,则该种变形称为弹性变形;如当外力消除后,材料不能恢复原状,则该种变形称为塑性变形。因此,矫正是对材料的塑性变形而言,塑性好的材料才可以进行矫正;反之,塑性差、脆性大的材料就不能矫正,否则材料极易断裂。
矫正的方法有手工矫正、机械矫正和火焰矫正3种。本书着重介绍手工矫正和火焰矫正。
一、手工矫正
1.条料的矫正
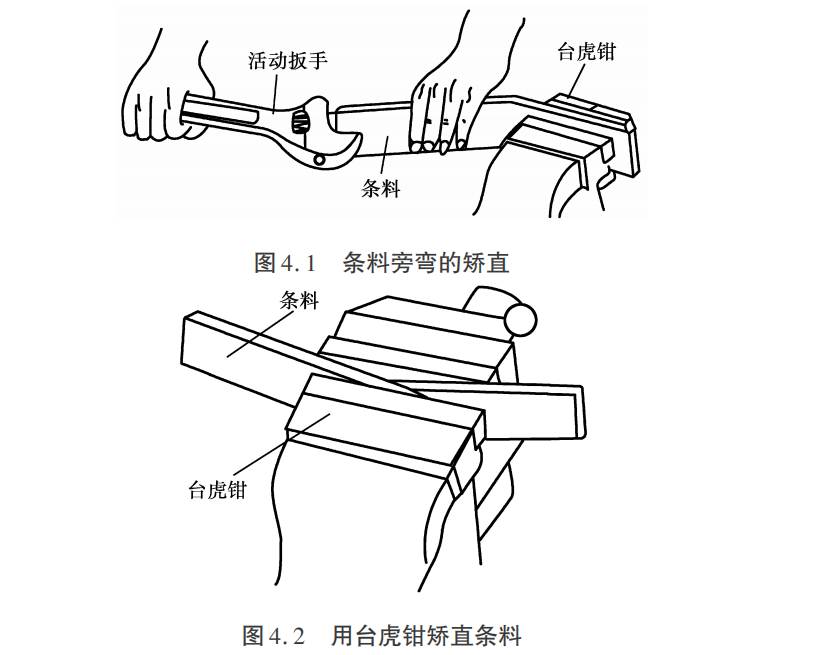
(1)条料在厚度方向弯曲(又称旁弯)的矫正。可把条料夹在台虎钳上,弯曲处应尽量靠近台虎钳,用活动扳手将另一端朝相反方向扳动,使条料初步扳直,如图4.1所示;或将条料弯曲处夹在台虎钳钳口内,收紧台虎钳进行初步扳直,如图4.2所示。然后再将条料放在平板或铁砧上用手锤矫直,如图4.3所示。
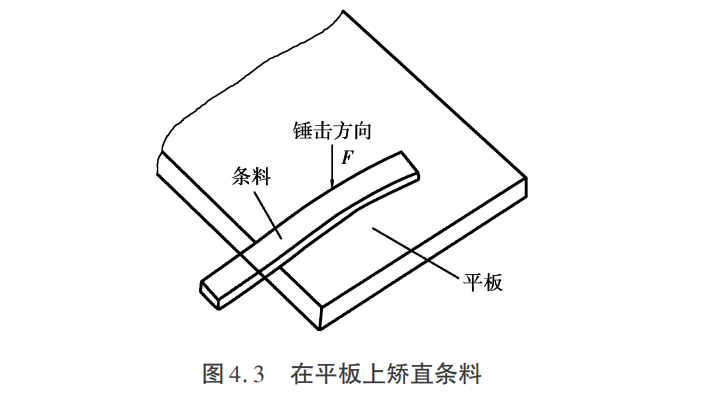
(2)条料在宽度方向弯曲(又称纵弯)的矫正。条料沿宽度方向弯曲,说明条料两长边长度不相等,可采用锤击延展法来矫直,即敲击短边上的三角形区域,使该处金属打薄而延伸,从而达到矫直的目的,如图4.4所示。
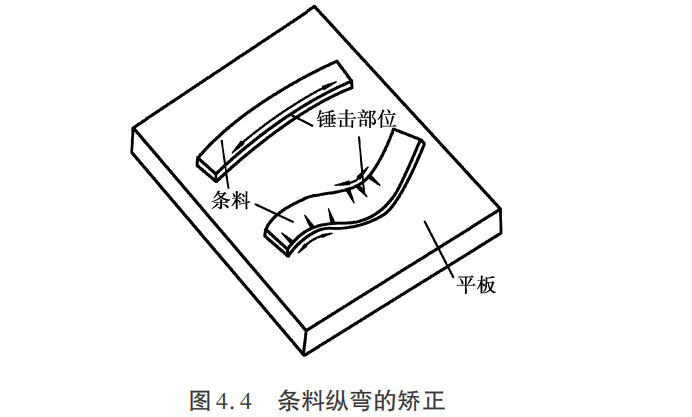
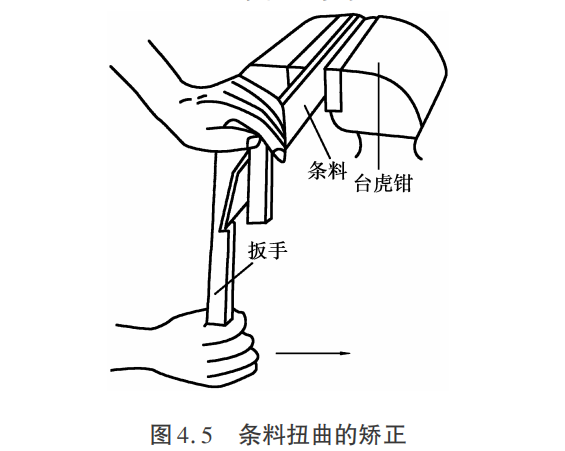
(3)条料扭曲变形的矫正。如图4.5所示,把条料一端夹在台虎钳上,用活动扳手或类似工具夹住另一端,施加反向扭转力来矫正扭曲,最后用手锤矫平。
2.角钢的矫正
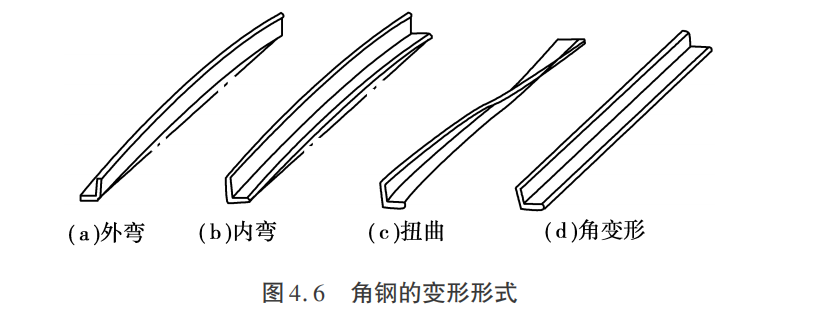
角钢的变形有外弯、内弯、扭曲及角变形等形式,如图4.6所示。
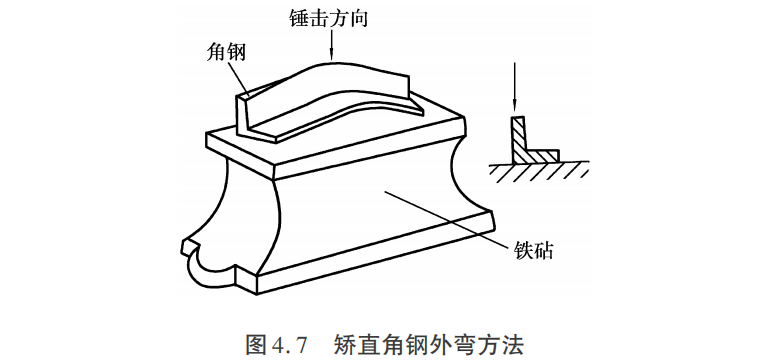
(1)角钢外弯变形的矫正。将角钢的凸起处向上平放在铁砧上,锤击角钢凸起的棱边来矫直。注意:不应锤击角钢凸起的内侧面,因为角钢凸起的内侧面会随角钢棱边一起被矫平,如图4.7所示。
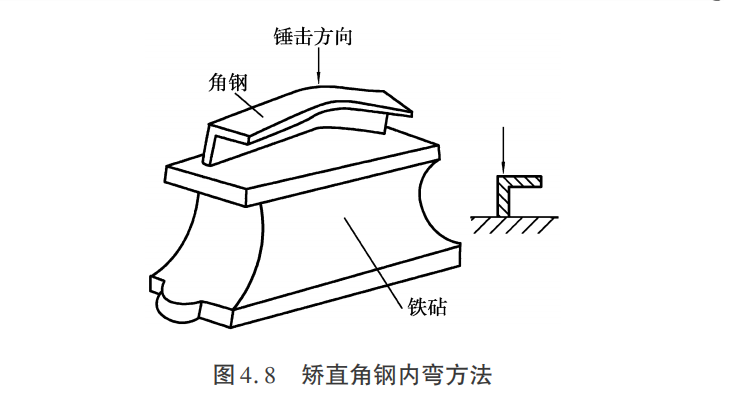
(2)角钢内弯变形的矫正。其矫正原理与外弯相同。但值得注意的是,在锤击矫正时,应保证角钢的棱边与铁砧表面垂直,不能发生歪斜,否则会影响矫正的效果,如图4.8所示。
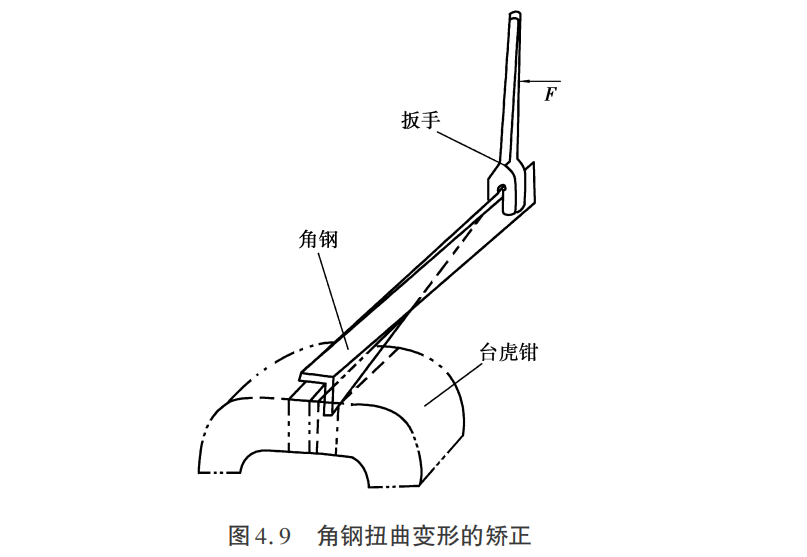
(3)角钢扭曲变形的矫正。角钢扭曲变形的矫正与条料扭曲变形的矫正方法基本相同,如图4.9所示。
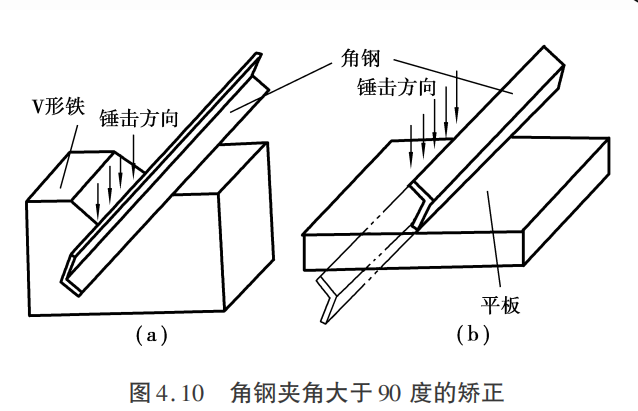
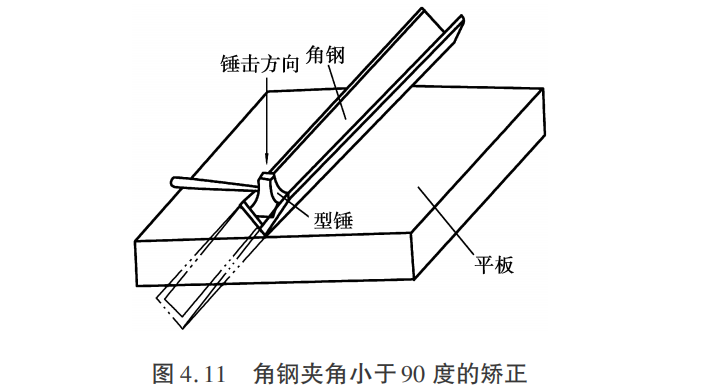
(4)角钢角变形的矫正。角钢的角度为90度,如果角度大于或小于90度时,可在V形槽铁或平板上矫正,如图4.10、图4.11所示。
如果角钢同时存在弯曲、扭曲和角变形的情况,应按照先矫正扭曲,再矫正弯曲,最后矫正角变形的顺序进行。
3.轴类、棒类零件的矫直
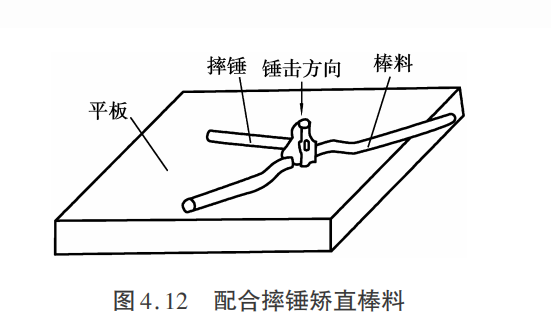
(1)轴类、棒类零件的变形主要是弯曲。一般用锤直接锤击凸起部位矫直。对表面质量要求较高的轴类、棒类零件,应使用合适的摔锤置于凸起处,然后锤击摔锤的顶部来矫直,避免材料表面因直接锤击而损坏,如图4.12所示。
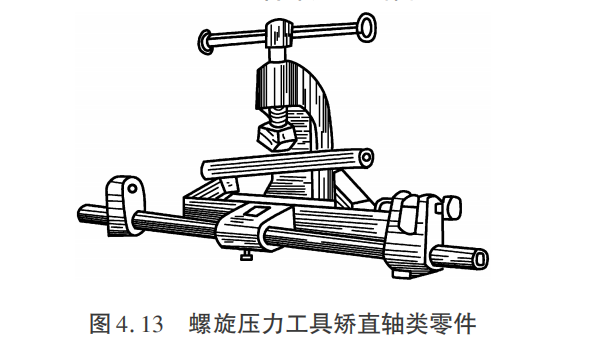
(2)直径较大的轴类零件弯曲的矫直,应在螺旋压力工具上矫直,如图4.13所示。
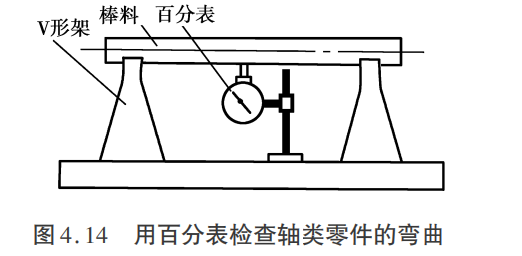
注意:要“矫枉过正”,因为存在弹性变形,因此,矫正时的变形量应大于零件原来的变形量,预留出反弹的余地。然后应用百分表检查矫直的情况,如图4.14所示。边矫直,边检查,直至符合要求。
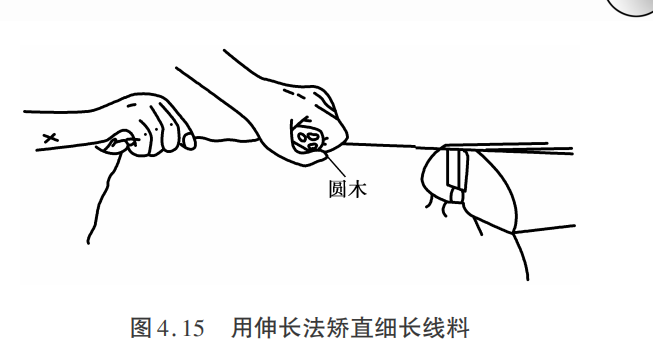
(3)线料的矫直。将卷曲的线料一端夹在台虎钳上,再将线料在圆木上绕一圈,握住圆木向后拉,使线料伸张而矫直,如图4.15所示。
4.板料的矫平
(1)薄板料的矫平。较大面积的薄板料变形,可用抽条抽打平面来矫平,如图4.16所示。
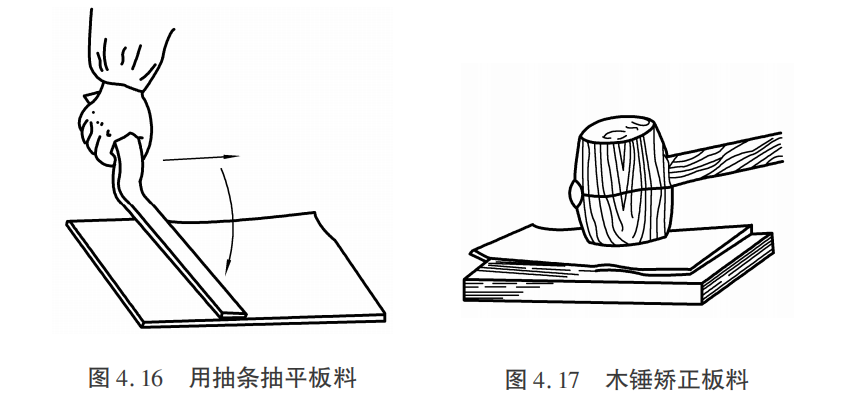
抽条是用条料弯成的简易工具,由于抽条与板料接触面积大,受力均匀,因此矫平效果好。
表面质量要求较高的板料、有色金属制品的变形,应使用木锤、铜锤、橡皮锤等软锤来矫平,如图4.17所示。
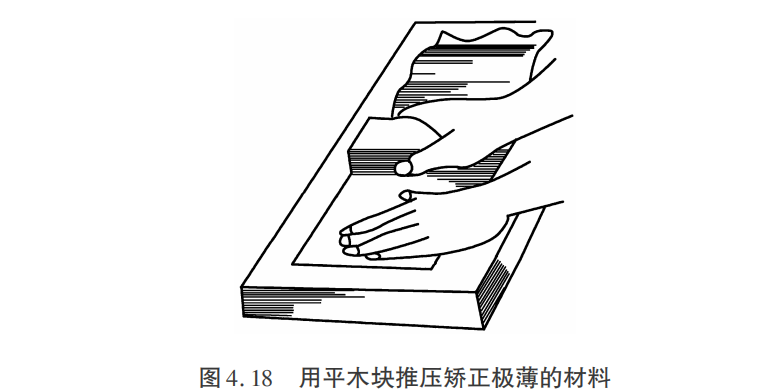
如铜箔等极薄而较软的材料,可用平整的木块推压材料表面来矫平,如图4.18所示。
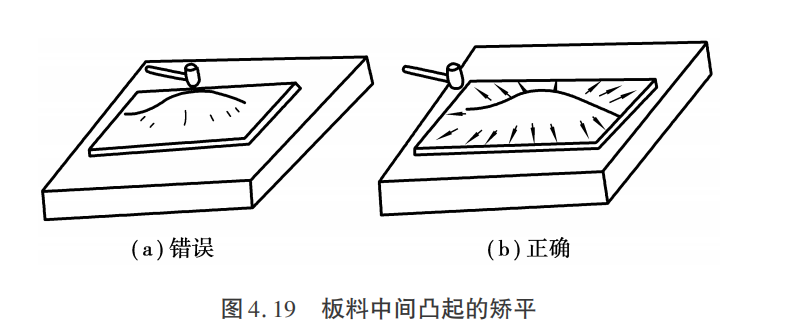
(2)板料中间凸起的矫平。板料中间凸起,是由于中间材料变薄引起的。如果直接锤击凸起部分,则凸起处材料变得更薄,凸起现象会更严重,如图4.19(a)所示。
因此,应采用放四周的方法来矫平。具体方法是:首先将钢板放在工作平台上,使凸起处朝上,用手锤从凸起处的边缘,由内向外锤击。注意:锤击时,锤击力应由内向外逐渐由轻到重;锤击点也应要越往外越密集,使四周材料逐渐伸展,直至凸起部位消除,如图4.19(b)所示。
如果板料表面有几处凸起,则应先锤击凸起的交界处,使所有凸起部分集中成一个大的凸起,再按上述方法矫平。
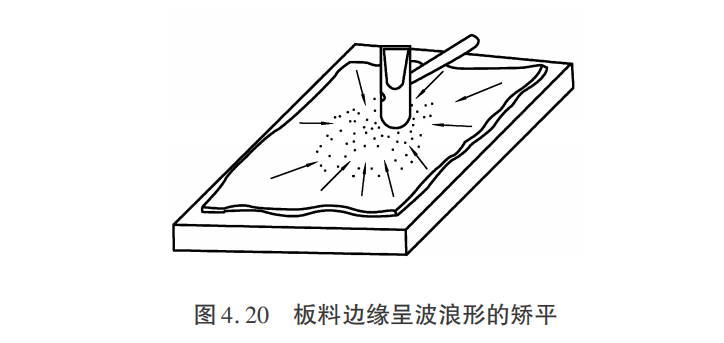
(3)板料边缘呈波浪形的矫平。板料边缘呈波浪形,是由于板料边缘材料变薄而引起的。矫平的方法与矫中间凸起的方法类似,即用手锤由四周向中间锤击。锤击时,锤击力应由四周向中间逐渐由轻到重;锤击点也应越往中间越密集。使中间材料逐渐伸展,直至矫平,如图4.20所示。
二、火焰矫正
1.火焰矫正的原理
火焰矫正是利用火焰对材料变形部位进行局部快速加热,而加热部位周围的材料温度较低,限制了加热部位的膨胀,使加热部位产生压缩变形;冷却后,进一步依靠冷缩应力对加热部位的材料进行收缩,从而达到矫正的目的。火焰矫正的适用范围较广,如各种轴类、管类、板材、型材和一些不规则零件都可用火焰矫正的方法矫正,矫正效率较高且所使用的气焊设备又极为普遍,因此,它是一种应该重点掌握的矫正方法。
2.决定火焰矫正效果的因素
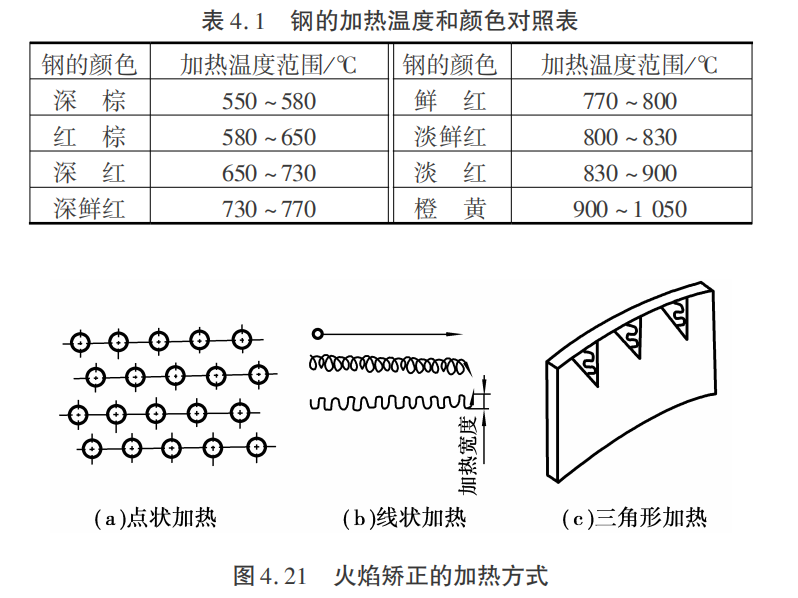
(1)加热温度。加热温度与矫正的能力成正比,即加热温度越高,矫正的效果越好。但是不允许使用过高的温度来矫正,因为温度过高会影响材料的金相组织。一般根据不同材料,加热温度应选择为600~800℃。加热温度虽然可用半导体测温器测出,但在实际生产中,通常应根据金属在不同温度下的颜色变化,凭经验掌握。钢的加热温度和颜色对照如表4.1所示。
在材料允许的情况下,为了提高矫正效果,可以对加热部位浇注冷却水进行快速冷却。
(2)加热方式。加热方式有点状加热、线状加热和三角形加热3种,如图4.21所示。
a.点状加热。适用于薄板凹凸不平、钢管弯曲的矫正。当材料变形较大时,加热点间距要小些,加热点直径适当加大;反之,则加热点间距要大些,加热点直径适当减小。
b.线状加热。适用于中、厚板料的弯曲,T字梁、工字梁焊后角变形的矫正。一般加热线宽度约为板料厚度的0.5~2倍,加热深度为板料厚度的1/3~1/2。当材料变形较大,加热线宽度和加热深度,应适当加大。
c.三角形加热。适用于变形严重、刚性较大工件的变形矫正。三角形加热的区域应视变形的程度而定,即加热区域越大,收缩量越大;反之,收缩量越小。
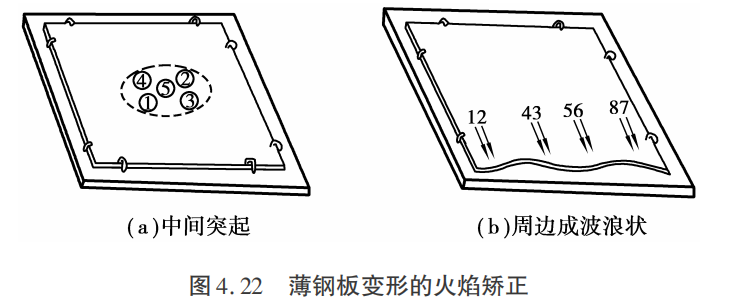
(3)加热位置。不同材料的不同变形,其加热位置均有区别。一般应选择在材料变形的凸起部位,对于复杂零件,应尽量选择在零件的边缘、转角等应力较大处。现介绍常见材料变形用火焰矫正的加热方式和加热位置。
a.火焰矫正薄板料的变形,如图4.22所示。
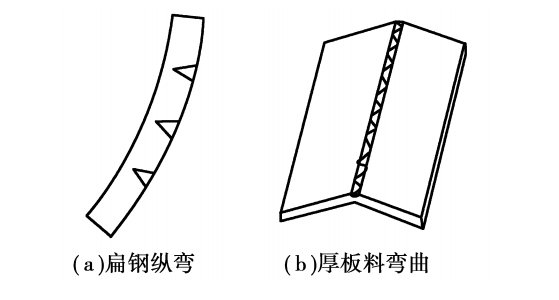
b.火焰矫正扁钢的纵弯和厚板料的弯曲,如图4.23所示。
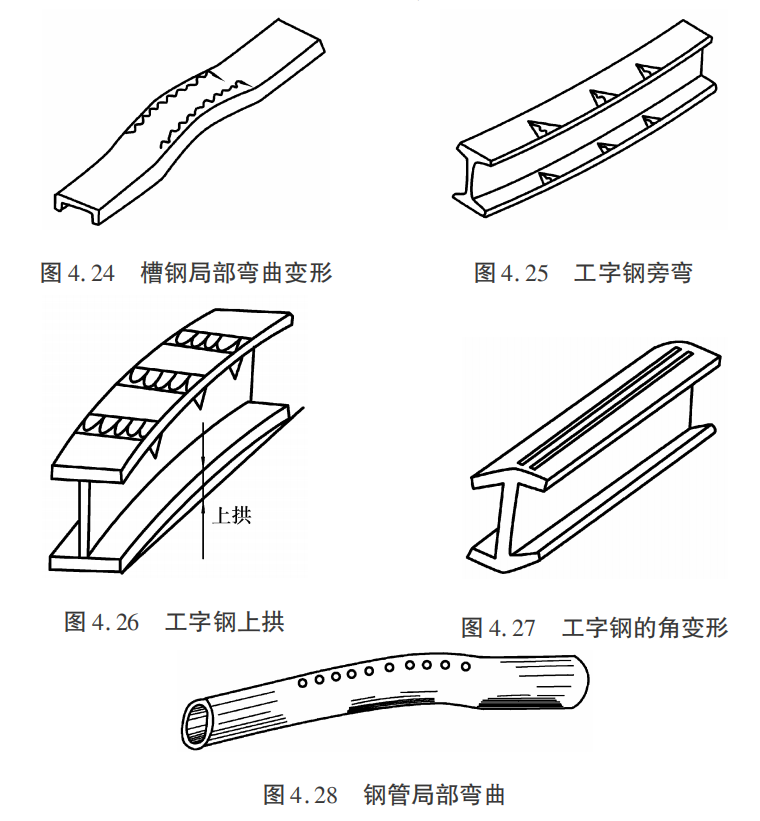
c.火焰矫正各种型钢的变形,如图4.24~图4.28所示。
 公安备案号 50011202501662
公安备案号 50011202501662