《铣工》 | 第二章 认识铣工 第七节 工件的装夹方法
工件的正确装夹对保证工件的加工质量、对保证铣削过程的顺畅是非常重要的。因为铣削加工过程中产生很大的作用力,如果工件装夹不牢固,工件在切削力的作用下会产生震动,折断铣刀,损坏刀杆、夹具和工件,甚至会发生人身事故。所以必须正确装夹工件。
一、工件装夹的基本要求
(1)对夹紧力的要求
a.夹紧力应垂直于定位基准,且不改变工件的正确定位位置。
b.夹紧力的大小应使工件加工过程中位置稳固。
c.夹紧力所产生的变形不应超过所允许的范围,工件表面不应有夹紧力造成的损伤。
(2)对夹紧机构的要求
a.夹紧机构应能调节夹紧力的大小。
b.夹紧机构应不妨碍铣刀对工件的铣削。
c.夹紧机构应有足够的强度和刚度,并具有装卸动作快、操作方便、体积小和安全等特点。
二、常用的装夹工具
在铣床上装夹工件的工具有很多种,用得最多的是:
(1)机床用平口虎钳
机床用平口虎钳如图2.7所示。它主要用在铣削加工零件的平面、台阶、斜面,铣削加工轴类零件的键槽等场合。
用压板装夹工件
压板装夹工件如图2.51所示。
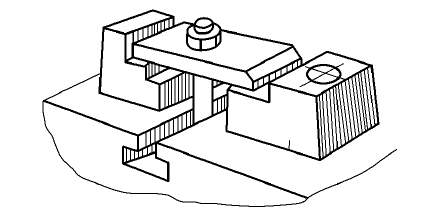
图2.51 用压板装夹工件
压板的主要工具有垫铁、T形螺栓及螺母,或T形螺栓等。它主要用在对尺寸较大或形状较复杂,不便用机床用平口虎钳装夹工件的场合。压板、垫铁、螺栓等如图2.52所示。搭压板的方法如图2.53所示。
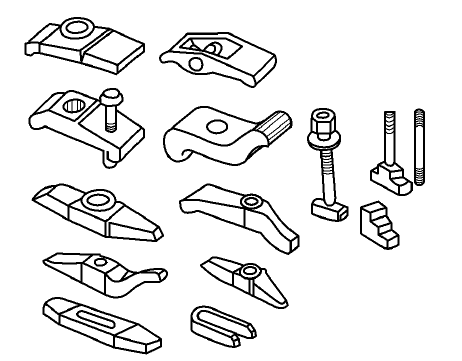
图2.52 压板、垫铁、螺栓
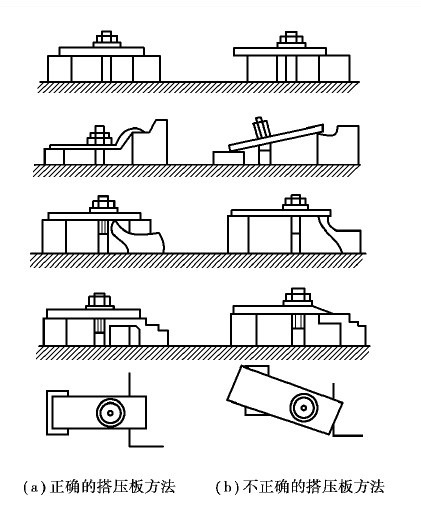
图2.53 搭压板的方法
三、用机床用平口虎钳装夹工件
(1)铣床上安装机床用平口虎钳的方法
a.清洁。将钳座底面和铣床工作台面擦干净。
b.机床用平口虎钳安装位置。机床用平口虎钳安装在铣床工作台面上,并且是工作台长度方向中心线偏左处,其固定钳口根据加工要求,应与铣床主轴线平行或垂直,如图2.54所示。
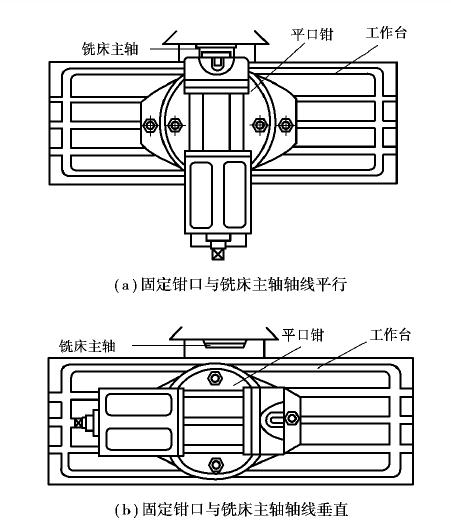
图2.54 机床用平口虎钳在铣床上的安装位置
c.机床用平口虎钳与铣床的固定。平口钳底座的定位键与工作台的T形槽相配,紧固在工作台台面上。
d.调整角度。转动钳体,使固定钳口与铣床主轴线垂直或平行,也可按需要,调整成所要求的角度。
(2)固定钳口的校正方法
加工相对位置精度要求较高的工件时,应对固定钳口进行校正,其方法有以下3种:
a.用划针校正固定钳口与铣床主轴线的垂直,如图2.55所示。其方法是:
松开平口钳钳体的紧固螺母,将划针夹持在铣刀刀杆的垫圈间,使划针针尖靠近固定钳口平面。移动纵向工作台,观察平口钳位置,如果划针针尖与固定钳口平面间的缝隙,在钳口全长范围内一致,则固定钳口与铣床主轴线垂直。否则,应调整平口钳位置,使划针针尖与固定钳口平面间的缝隙,在钳口全长范围内一致。调好以后,紧固钳体。
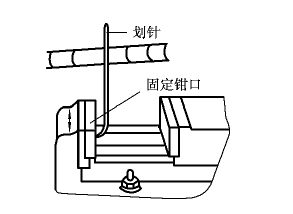
图2.55 用划针校正固定钳口与铣床主轴线的垂直
b.用直角尺校正固定钳口与铣床主轴线的平行,如图2.56所示。其方法是:
松开平口钳钳体紧固螺母,将直角尺的短边紧靠在床身的垂直导轨面上,其长边的外侧紧靠固定钳口平面。调整钳体,观察钳口平面在全长范围内与直角尺长边外侧,至紧密贴合,紧固钳体,并再次检查。
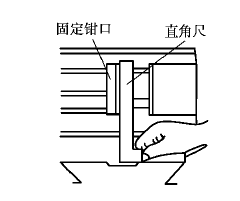
图2.56用直角尺校正固定钳口与铣床主轴线的平行
c.用百分表校正固定钳口,如图2.57所示。其方法是:
将百分表的磁性表座吸在悬梁导轨面上,使百分表测量杆与固定钳口平面垂直,让触头与钳口的平面接触,测量杆压缩范围在0.3~0.4毫米。移动纵向工作台,观察百分表读数,若在钳口全长范围内是一致的,则固定钳口就与铣床主轴线垂直,紧固钳体,并复检。
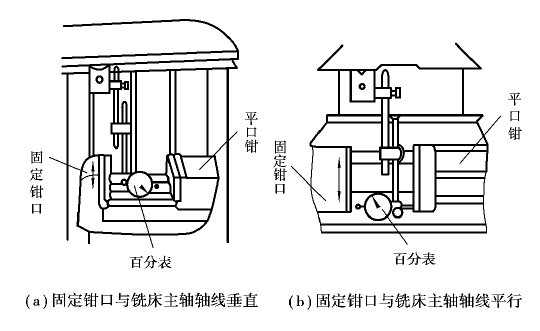
图2.57 用百分表校正固定钳口
校正固定钳口与铣床主轴线平行时,将百分表的磁性表座吸在床身的垂直导轨面上,移动横向工作台,校正方法同上。
(3)机床用平口虎钳上装夹工件时的注意事项
a.装夹毛坯时,应在毛坯面与钳口面之间垫上铜皮等物。
b.装夹工件时,必须将工件的基准面贴紧固定钳口或导轨面。在钳口平行于刀杆的情况下,承受切削力的钳口必须是固定钳口。
c.工件的加工表面必须高出钳口,以免铣坏钳口或损坏铣刀。如果工件加工表面低于钳口平面,可在工件下面垫放适当厚度的平行垫铁,并使工件紧贴平行垫铁。
d.工件的装夹位置和夹紧力的大小应合适,使工件装夹后稳固、可靠。
e.装夹已加工工件时,应选择一个较大的平面,或以工件的基准面作基准,将基准面靠紧固定钳身,在活动钳口和工件之间放置一圆棒,保证工件的基准面与固定钳口紧密贴合,如图2.58所示。
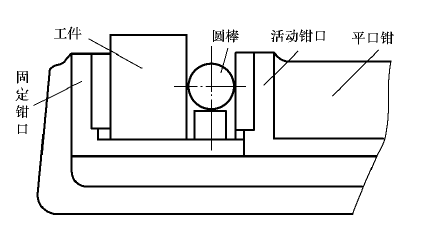
图5.28 用圆棒夹持已加工工件
f.当工件与固定钳身导轨接触面为已加工面时,应在固定钳身导轨接触面和工件之间垫平行垫铁,夹紧后,用铜锤轻击工件上面,如图2.59所示。
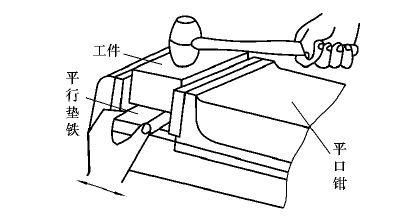
图2.59 用平行垫铁装夹工件
四、用压板装夹工件
用压板装夹工件的方法如图2.60所示。
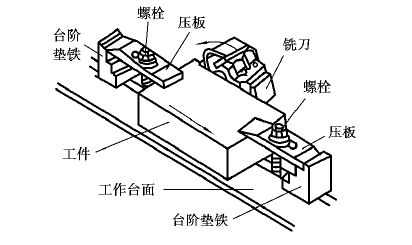
图2.60 压板装夹工件示意图
压板装夹工件的注意事项:
(1)压板的位置要放置正确,应压在工件刚度最大部位。
(2)螺栓要尽量靠近工件,以增大夹紧力。
(3)垫铁高度应适当,防止压板和工件接触不良。
(4)工件夹紧处不能有悬空现象,如有悬空,应将工件垫实。
(5)螺栓要拧紧,夹紧力的大小要适当。
(6)装夹毛坯时,应在毛坯和工作台面之间加垫纸片或铜片,以免损伤台面,同时可增加台面与工件之间的摩擦力,使工件夹紧牢靠。
(7)装夹已加工工件时,应在压板和工件之间垫上纸片或铜片,以免使压板损伤工件已加工表面。
(8)使用压板时,在螺母和压板之间垫上垫圈。
(9)使用压板装夹工件时,至少要使用两块压板对工件进行装夹。
 公安备案号 50011202501662
公安备案号 50011202501662