《纺织操作工》 | 第四章 整经(第二节 整经方法)
整经方法主要分为分批整经和分条整经两种。
一、分批整经法
分批整经又称轴经整经,是将一定数量筒子的经纱,平行地卷绕在整经轴上,再将若干只整经轴放在浆纱机(或并轴机)轴架上并合,经上浆、干燥后卷绕成织轴,这种整经方式称分批整经。
一批整经轴只数(整数)应根据织物总经根数和筒子架容量而定,可按下式确定:
一批整经轴只数=织物总经根数÷筒子架最大容量
在实际生产中,织物总经根数较少,经密(根/10厘米或根/英寸)较低的织物,一般每批经轴数为6~8只。织物总经根数多,经密高的府绸、卡其类织物,一般每批经轴数为9~12只;有些阔幅、高经密防羽绒布,每批经轴数则更多。
采用分批整经时,每只经轴的经纱根数一般仅为织轴经纱根数的1/6~1/12,经轴卷绕长度一般为织轴卷绕经纱长度10~30倍,这种整经方法生产率较高,广泛应用于棉织生产中。目前国产1452A型整经机是各棉纺织厂普遍采用的机型。
1452A型整经机的纱线行程如图4.1所示。
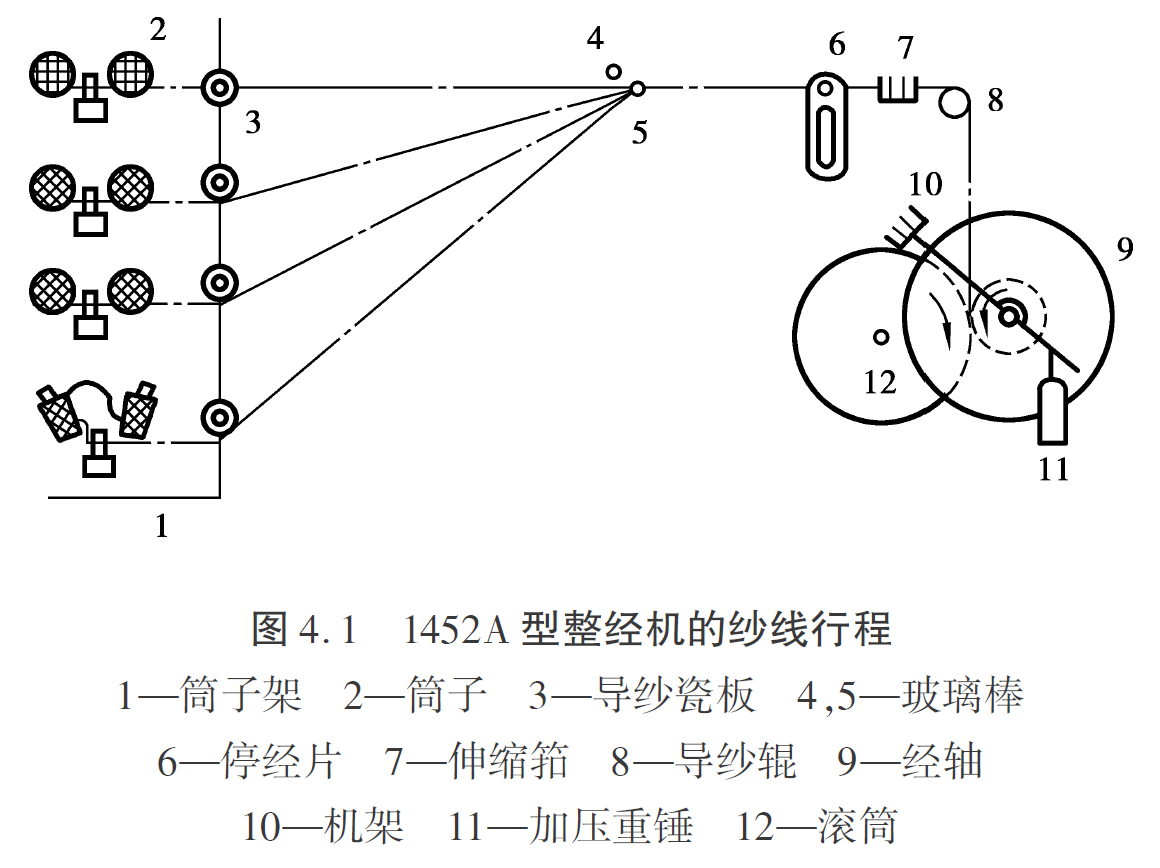
经纱从筒子架1上面的筒子2引出,经过导纱瓷板3引入玻璃棒4,5,经过停经片6,进入伸缩筘7,使经纱排列均匀,宽度适中,然后经过导纱辊8,将经纱卷绕在经轴9上。
二、分条整经法
分条整经(又称带式整经)是将一定数量筒子上的经纱排成条带形状依次卷绕在整经滚筒上。当第一条带绕到规定长度即行剪断,再绕第二条、第三条,直到符合工艺设计规定的条带数为止,这是分条整经的第一阶段。然后将整经滚筒上的经纱整幅退绕到织轴上,通常称为第二阶段,即倒轴阶段。G121型和G122型整经机都属此式。
G122型分条整经机纱线行程如图4.2所示。
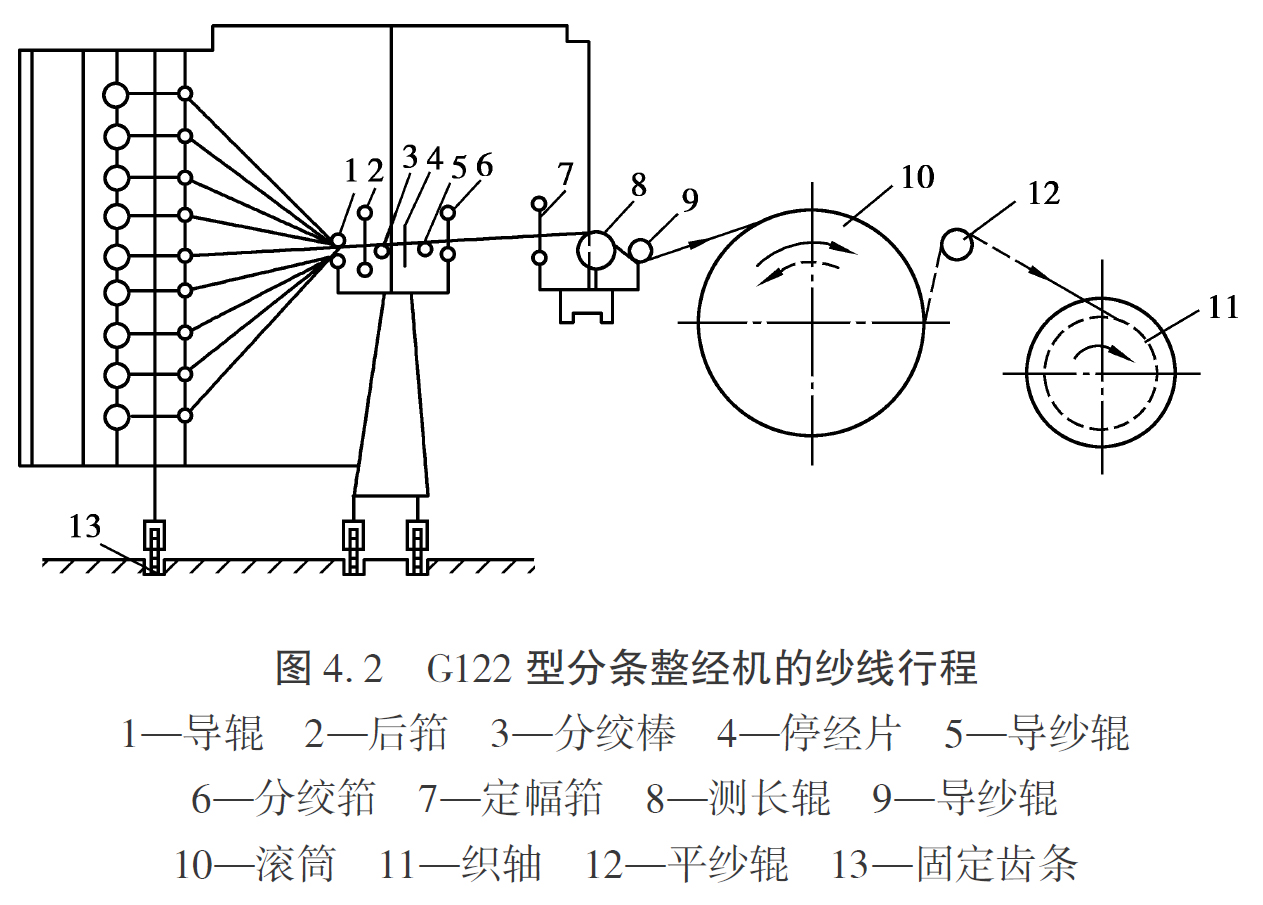
纱线从筒子架上引出,经玻璃导辊1、后筘2、使纱线平行地排列,再经分绞棒3、光电断头自停经片4、导纱棒5、分绞筘6,再经定幅筘7,绕过橡胶测长辊8的上方及导纱辊9的下方,然后依次卷绕到整经滚筒10(俗称大圆框花篮)上。定幅筘7、测长辊8和导辊9均安装在托架上,它随滚筒回转而缓慢移动,以适应条带正确成形的要求。
倒轴时,织轴11由电动机传动做积极回转,从而拖动滚筒10做反时针回转,将全部经纱按虚线方向拖出,经平纱辊12以一定的张力卷绕到织轴11上。
筒子架的横动由电动机传动,整经时使筒子架沿着地面上固定齿条13做缓慢移动。筒子架、分绞筘和定幅筘游架做同步同向运动。
分条整经机可直接做成织轴,整经滚筒上经纱卷绕密度、总经根数及幅宽与织轴相同,整经滚筒上经纱卷绕的长度也同织轴一样。这种整经法对色纱、花型排列比较简便,整经回丝也少,但生产率较低。它适用于多品种、小批量花色织物的生产,色织、手帕、手巾、被单等生产中都广泛使用。
(作者: 张勇)
 公安备案号 50011202501662
公安备案号 50011202501662