《铣工》 | 第四章 铣削台阶及直角沟槽 第三节 铣削直角沟槽
本节讲述图4.9所示的直角沟槽的铣削加工。
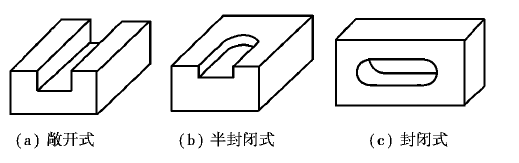
图4.9 直角沟槽的形式
一、用三面刃铣刀铣削直角沟槽
图4.9(a)所示的敞开式直角沟槽,通常用三面刃铣刀或盘形槽铣刀铣削。当尺寸较小时,用三面刃铣刀加工,如图4.10所示;成批生产时,采用盘形槽铣刀加工。
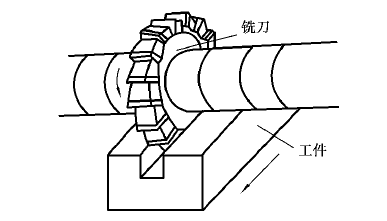
图4.10 三面刃铣刀铣削直角沟槽
(1)选择铣刀
a.铣刀的宽度。三面刃铣刀刀齿的宽度应不大于所加工的沟槽宽度。
b.铣刀直径D。铣刀直径D应大于刀轴垫圈的直径.加上两倍的槽深H。
铣刀的选择如图4.11所示。
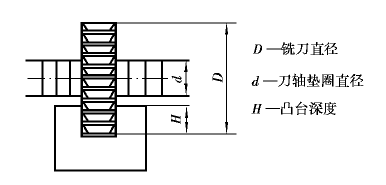
图4.11 选择铣刀
(2)装夹工件
a.装夹夹具。一般情况下,用机床用平口虎钳装夹工件,其固定钳口应与铣床主轴线垂直或平行,保证铣出沟槽两侧面与工件基准面平行或垂直。
b.工件的装夹。装夹工件时,工件底面应与钳体导轨或垫铁贴合,保证加工出的沟槽底面深浅一致。
(3)铣削操作方法
用三面刃铣刀加工敞开式直角沟槽的方法与加工台阶基本相同,但有两种对刀方法。
a.划线对刀。在工件加工部位划出直角沟槽的尺寸、位置线,装夹、校正工件后,调整机床,使铣刀两侧刃对准工件所划的沟槽宽度线,紧固横向进给机构,分次铣出沟槽。
b.侧面对刀。装夹、校正工件后,适当调整机床,当铣刀侧面刚擦到工件侧面时,降下工作台,紧固横向进给机构,调整切削的铣刀,铣出沟槽,如图4.12所示。
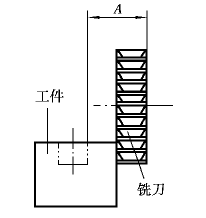
图4.12 侧面对刀
用三面刃铣刀铣削加工精度要求较高的直角沟槽时,应选择略小于槽宽的铣刀,先铣好槽的深度,再扩铣出槽的宽度,如图4.13所示。
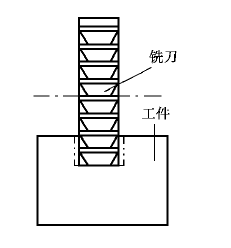
图4.13 深度铣好扩铣两侧
二、用立铣刀铣削半封闭槽和封闭槽
(1)铣削半封闭槽
铣削图4.9(b)所示的半封闭槽时,通常用立铣刀铣削加工,如图4.14所示。
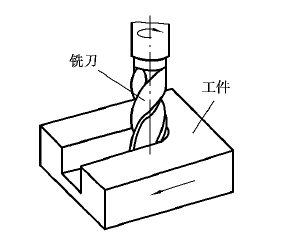
图4.14 立铣刀铣削半封闭槽
用立铣刀铣削半封闭槽时,选择的立铣刀直径应不大于槽的宽度。
由于立铣刀刚度较差,铣削时易产生偏差,受力过大使铣刀折断,故在加工较深的沟槽时,应分几次铣削,以达到要求的深度。铣削时只能由沟槽的外端铣向沟槽深度,如图4.14所示。槽深铣好后,再扩铣沟槽两侧,扩铣时应避免顺铣,以免损坏铣刀,损伤工件。
(2)铣削封闭槽
铣削图4.9(c)所示的封闭槽时,通常用立铣刀铣削加工。
用立铣刀铣削封闭的沟槽时,由于铣刀的端面中心附近没有切削面,不能垂直进给切削工作,因此要预钻落刀孔,如图4.15所示,落刀孔的深度略大于沟槽的深度,其直径小于所铣槽宽度的0.5~1毫米。铣削时,应分几次进给,每次进给都由落刀孔一端铣向另一端,槽深达到要求后,再扩铣两侧。铣削时,不使用的进给机构应紧固,扩铣两侧时应避免顺铣。精度较高、深度较浅的半封闭槽和封闭槽,可用键槽铣刀铣削。用键槽铣刀铣削穿通的封闭槽时,可不必钻落刀孔。
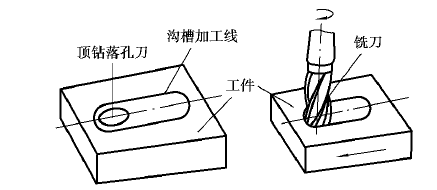
图4.15 立铣刀铣削封闭槽
(作者: 饶传锋 胡云翔 董代进)
 公安备案号 50011202501662
公安备案号 50011202501662