《纺织操作工》 | 第七章 整理(第一节 验布)
整理是织部的最后一道工序,不仅要保证出厂成品质量符合国家标准(或部标、企标),而且还应正确的反映出各道工序的质量情况,找出质量关键,并按规定进行开剪和整修,提高棉布一等品率。
整理工序的具体任务如下:
①验布。按质量标准逐匹检验评分,并在疵点处穿上标记色线,遇有连续性疵点,及时通知有关部门。
②刷布。清除布面棉结杂质,改善外观质量。
③烘布。对回潮率过大(一般在10%以上)的布匹,要进行烘布,防止在仓中发霉。
④折布。将织物按规定的折幅(一般为1米)整齐分层折叠成匹,便于计数成包。
⑤分等。根据验布检验评分色线,累计每匹总分数,按标准评等,并在标准允许范围内,对不能返修的大疵点开剪(送印染厂加工的坯布可假开剪),使棉布升等。记录个人产量质量情况,交有关车间或技术部门分析研究。
⑥整修。对带疵点的织物,进行适当修、织、洗,做到不带疵点出厂,同时对整修后的布匹给予升等。
⑦打包。按标准规定分等拼件,将规定数量的布匹压缩捆扎成包,并刷上棉布规格、长度、等级及生产厂的标头。
通常,刷布、烘布均被省略。
国产整理设备的幅宽有110,130,160,180厘米等,必须与经常生产的织物幅宽相适应。
验布的目的是按标准规定,把布匹上的疵点逐一检查出来。因此,验布工应熟练掌握标准,尤其要牢记外观疵点标样及评分办法,掌握住常出疵点发生规律,做到评分准确,不漏验。同时对部分小疵点在可能条件下,及时给予清除,对查出的疵点用酸性染料标上记号(用户如不允许布面有色记,则不可在布上画记号),并按评分拴上色线。凡发现连续性疵点,应及时将机号、疵点情况通知织布车间。
验布机类型较多,目前国内普遍采用的是国产G312型验布机,如图7.1所示。
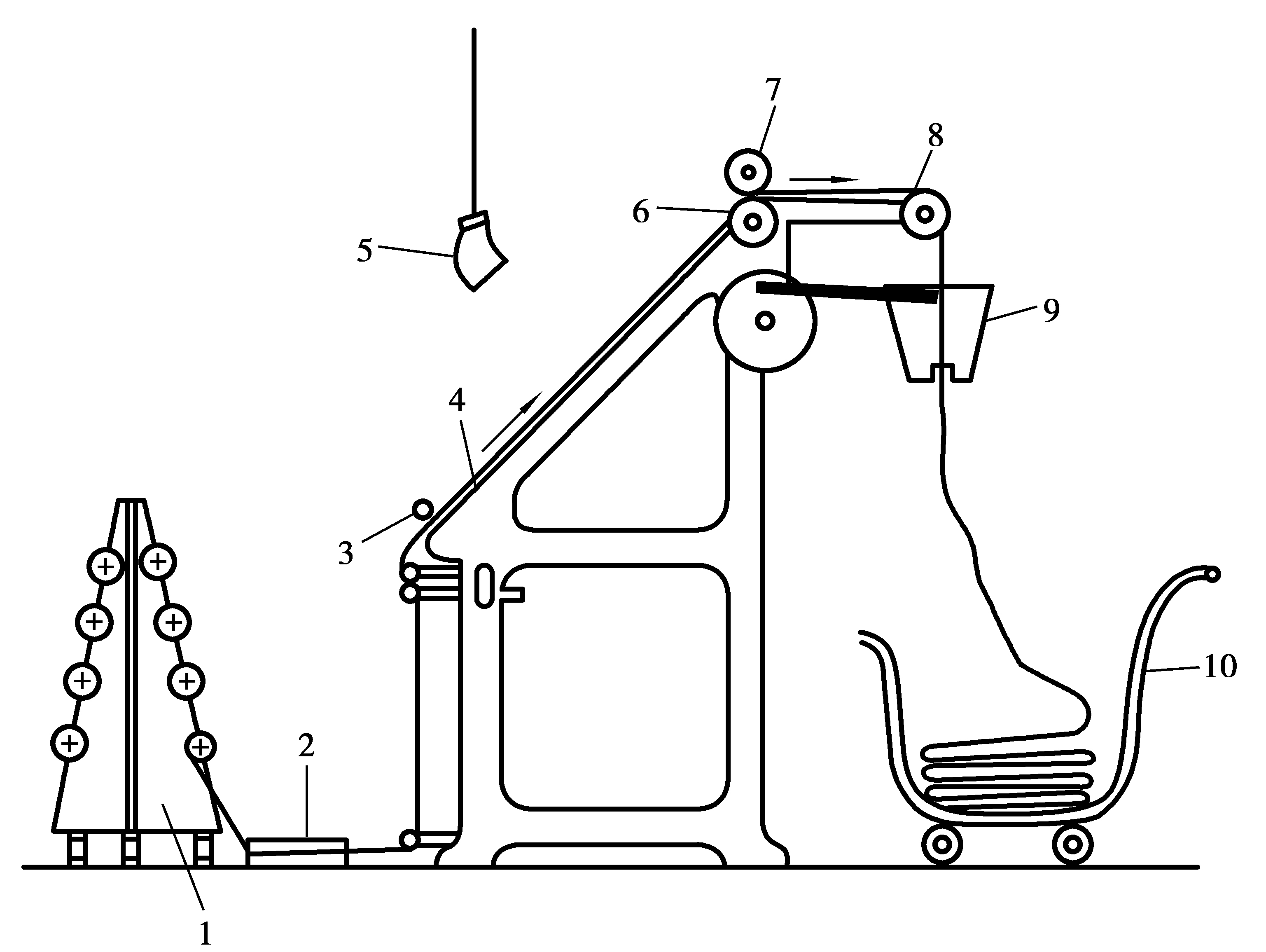
图7.1 G312型验布机
织物由运布车1的木轴上退解下来,绕过踏板2的下方,经验布台4,从胶皮压辊7、拖布辊6之间通过,最后经导辊8,摆布器9将布前后摆动导入支布车10中。
拖布辊6表面缠绒布,直径为114.3毫米,每分钟55.7转,折合线速约为20米/分。胶皮压辊7直径约为60.3毫米,外包橡胶,以增加对织物的握持力。为使被检验过的一段织物能及时倒回复查,验布车上设有倒顺车装置。它的运动是通过开关杆3左右横动,控制齿轮离合器,或用电机倒顺转装置,使拖布辊6顺时针或逆时针转动,从而拖动布面前进或倒回。
验布应具备适宜的光线,大多数厂都采用上灯光,即灯具5置于验布台上方。这时,验布台面应喷黑色喷漆。也有的厂采用下灯光验布,它将灯具置于验布台下方,验布台面放置磨砂玻璃,光线从布下透过,观看布面疵点很清晰,这种验布方法还需将室内天窗用蓝色喷涂挡光。为防止漏验,也可用下灯光和上灯光两次检验。
验布速度通常为15~20米/分。每台验布机可验60~100台布机生产的棉布。
(作者:张勇)
 公安备案号 50011202501662
公安备案号 50011202501662